VI. Требования к выполнению визуального и измерительного контроля
Подготовка мест производства работ
6.1.1. Визуальный и измерительный контроль рекомендуется выполнять на стационарных участках, которые должны быть оборудованы рабочими столами, стендами, роликоопорами и другими средствами, обеспечивающими удобство выполнения работ.
6.1.2. Визуальный и измерительный контроль при монтаже, строительстве, ремонте, реконструкции, а также в процессе эксплуатации технических устройств и сооружений выполняется на месте производства работ. В этом случае должно быть обеспечено удобство подхода специалистов, выполняющих контроль, к месту производства контрольных работ, созданы условия для безопасного производства работ, в том числе в необходимых случаях должны быть установлены леса, ограждения, подмостки, люльки, передвижные вышки или другие вспомогательные устройства, обеспечивающие оптимальный доступ (удобство работы) специалиста к контролируемой поверхности, а также обеспечена возможность подключения ламп местного освещения напряжением 12 В.
6.1.3. Участки контроля, особенно стационарные, рекомендуется располагать в наиболее освещенных местах цеха, имеющих естественное освещение. Для создания оптимального контраста дефекта с фоном в зоне контроля необходимо применять дополнительный переносной источник света, то есть использовать комбинированное освещение. Освещенность контролируемых поверхностей должна быть достаточной для надежного выявления дефектов, но не менее 500 Лк.
6.1.4. Окраску поверхностей стен, потолков, рабочих столов и стендов на участках визуального и измерительного контроля рекомендуется выполнять в светлых тонах (белый, голубой, желтый, светло-зеленый, светло-серый) для увеличения контрастности контролируемых поверхностей деталей (сборочных единиц, изделий), повышения контрастной чувствительности глаза, снижения общего утомления специалиста, выполняющего контроль.
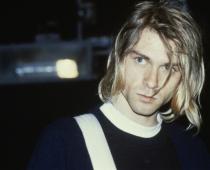
6.1.5. Для выполнения контроля должен быть обеспечен достаточный обзор для глаз специалиста. Подлежащая контролю поверхность должна рассматриваться под углом более 30° к плоскости объекта контроля и с расстояния до 600 мм (рис. 1).
Рис. 1. Условия визуального контроля
Подготовка к контролю
6.2.1. Подготовка контролируемых поверхностей проводится подразделениями организации, выполняющей работы по визуальному и измерительному контролю, а в процессе эксплуатации технических устройств и сооружений - службами организации, которой принадлежит контролируемый объект.
Подготовка контролируемых поверхностей в обязанности специалиста по контролю не входит.
6.2.2. Визуальный и измерительный контроль при техническом диагностировании (освидетельствовании) оборудования, работающего под давлением, следует проводить после прекращения работы указанного оборудования, сброса давления, охлаждения, дренажа, отключения от другого оборудования, если иное не предусмотрено действующей ПТД. При необходимости внутренние устройства должны быть удалены, изоляционное покрытие и обмуровка, препятствующие контролю технического состояния материала и сварных соединений, частично или полностью сняты в местах, указанных в Программе технического диагностирования (освидетельствования).
6.2.3. Перед проведением визуального и измерительного контроля поверхность объекта в зоне контроля подлежит зачистке до чистого металла от ржавчины, окалины, грязи, краски, масла, влаги, шлака, брызг расплавленного металла, продуктов коррозии и других загрязнений, препятствующих проведению контроля (на контролируемых поверхностях допускается наличие цветов побежалости, в случаях, когда это оговорено в производственно-технической документации (ПТД). Зона зачистки должна определяться НД на вид работ или на изготовление изделия. При отсутствии требований в НД зона зачистки деталей и сварных швов должна составлять:
при зачистке кромок деталей под все виды дуговой, газовой и контактной сварки - не менее 20 мм с наружной стороны и не менее 10 мм с внутренней стороны от кромок разделки детали;
при зачистке кромок деталей под электрошлаковую сварку - не менее 50 мм с каждой стороны сварного соединения;
при зачистке кромок деталей угловых соединений труб [например, вварка штуцера (патрубка) в коллектор, трубу или барабан] зачистке подлежат: поверхность вокруг отверстия в основной трубе (коллекторе, барабане) на расстоянии 15-20 мм, поверхность отверстия под ввариваемую деталь - на всю глубину и поверхность привариваемого (патрубка) штуцера - на расстоянии не менее 20 мм от кромки разделки;
при зачистке стального подкладного остающегося кольца (пластины) или расплавляемой проволочной вставки - вся наружная поверхность подкладного кольца (пластины) и все поверхности расплавляемой вставки.
Примечание. При контроле окрашенных объектов краска с поверхности в зоне контроля не удаляется, если это специально не оговорено в НД и поверхность объекта не вызывает подозрения на наличие трещин по результатам визуального контроля.
6.2.4. Очистка контролируемой поверхности производится способом, указанным в соответствующих НД (например, промывка, механическая зачистка, протирка, обдув сжатым воздухом и др.). При этом толщина стенки контролируемого изделия не должна уменьшаться за пределы минусовых допусков и не должны возникать недопустимые, согласно НД, дефекты (риски, царапины и др.).
При необходимости подготовку поверхностей следует проводить искробезопасным инструментом.
6.2.5. Шероховатость зачищенных под контроль поверхностей деталей, сварных соединений, а также поверхность разделки кромок деталей (сборочных единиц, изделий), подготовленных под сварку, должна быть не более Ra 12,5 (Rz 80).
6.2.6. Шероховатость поверхностей изделий и сварных соединений для проведения последующих методов неразрушающего контроля зависит от метода контроля и должна быть не более:
Ra 3,2 (Rz 20) - при капиллярном контроле;
Ra 10 (Rz 63) - при магнитопорошковом контроле;
Ra 6,3 (Rz 40) - при ультразвуковом контроле.
Для других методов неразрушающего контроля шероховатость контролируемых поверхностей изделий не регламентируется и устанавливается ПТД или производственно-конструкторской документацией (ПКД).
Таблица 2
Контролируемые параметры и требования к визуальному и измерительному контролю полуфабрикатов
| Контролируемый параметр | Вид контроля | Требования к контролю |
| 1. Наружный диаметр (D ), внутренний диаметр (D ) | Измери- тельный | Измерение D и D с обоих концов трубы. Измерение D производится при поставке труб по внутреннему диаметру |
| 2.Толщина листа, стенки трубы (S ) | То же | Измерение S с обоих концов трубы не менее чем в двух сечениях. Измерение S листа не менее чем в двух сечениях (по длине, ширине) с каждой стороны листа |
| 3. Овальность трубы (а) | » | Измерение размера а с обоих концов трубы |
| 4. Кривизна трубы (б) | » | Измерение кривизны на участке 1 м в двух сечениях по длине |
| 5. Длина трубы, листа (L ) | Измери- тельный | Измерение не менее 3 труб (листов) из партии |
| 6. Ширина листа (В ) | То же | Измерение не менее 3 листов от партии |
| 7. Трещины, плены, рванины, закаты, раковины, расслоения | Визуаль- ный | Осмотр наружной поверхности невооруженным глазом; осмотр внутренней поверхности труб невооруженным глазом (при наличии доступа) и с помощью перископа, эндоскопа и пр. Разрешаются вырезка контрольных образцов длиной 200 мм в количестве не менее 2 шт. и их осмотр после разрезки |
Примечания: 1. Контролю по п. 1-4 подлежат не менее 50 % труб (листов) от партии.
2. Контролю по п. 7 подлежит не менее 10 % длины каждой трубы (площади поверхности листа).
6.3.6. Визуальный и измерительный контроль качества материала полуфабрикатов, заготовок, деталей и изделий проводится согласно Программе (плану, инструкции) входного контроля (приложение Б). В Программах должны указываться контролируемые параметры и способы их контроля. Объемы контроля контролируемых параметров выбираются согласно требованиям стандартов, ТУ, НД или ПТД, а в случае отсутствия требований к объемам контроля в этих документах объем контроля устанавливается согласно требованиям настоящей Инструкции.
6.4. Порядок выполнения визуального и измерительного контроля подготовки и сборки деталей под сварку
6.4.1. При подготовке деталей под сварку необходимо контролировать:
наличие маркировки и (или) документации, подтверждающей приемку полуфабрикатов, деталей, сборочных единиц и изделий при входном контроле;
наличие маркировки изготовителя материала на деталях, подготовленных под сварку;
наличие удаления механическим путем зоны термического влияния в месте термической (огневой) резки заготовок (необходимость должна быть указана в конструкторской или технологической документации);
геометрическую форму обработанных кромок, в том числе при подготовке деталей с различной номинальной толщиной стенки;
геометрическую форму обработанных внутренних поверхностей кольцевых деталей;
форму подкладных пластин (колец) и расплавляемых вставок;
наличие заварки разъема подкладной пластины (кольца), качество шва заварки подкладной пластины (кольца), а также наличие зачистки шва заварки разъема подкладной пластины (кольца);
чистоту (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, влаги, масла и. т.п.) подлежащих сварке (наплавке) кромок и прилегающих к ним поверхностей, а также подлежащих неразрушающему контролю участков материала.
6.4.2. При сборке деталей под сварку визуально необходимо контролировать:
правильность установки подкладных пластин (колец);
правильность установки временных технологических креплений;
правильность сборки и крепления деталей в сборочных приспособлениях;
правильность расположения и количество прихваток и их качество;
правильность установки приспособлений для поддува защитного газа;
правильность нанесения активирующего флюса и защитной флюс-пасты;
наличие защитного покрытия от брызг расплавленного металла на поверхности деталей из аустенитных сталей, свариваемых ручной дуговой и полуавтоматической (автоматической) сваркой плавящимся электродом в среде защитного газа;
чистоту кромок и прилегающих к ним поверхностей деталей.
6.4.3. Измерительный контроль при подготовке деталей под сварку (рис. 2) осуществляется для проверки:
размеров разделки кромок (углы скоса кромок, толщина и ширина притупления кромок разделки);
Примечание. Радиусы скругления размером до 1,0 мм в местах перехода поверхностей разделки, а также размер скоса внутренней кромки, выполняемый для улучшения условий выявления непровара в корне шва при радиографическом контроле, измерению не подлежат.
размеров (диаметр, длина, угол выхода резца) расточки (раздачи) концов труб по внутреннему диаметру;
размеров подкладных пластин (колец) и расплавляемых вставок (ширина, толщина, углы скоса, диаметр);
размеров элементов секторных отводов;
перпендикулярности торцов подготовленных под сварку цилиндрических деталей к их образующим;
минимальной фактической толщины стенки цилиндрической детали после расточки по внутреннему диаметру;
размеров отверстий под штуцер (патрубок) и обработки кромок в трубе (коллекторе, корпусе);
толщины и ширины подкладки в замковом соединении;
ширины зоны механической зачистки наружной и внутренней поверхностей деталей и шероховатости поверхностей кромок и прилегающих поверхностей деталей, в том числе места зачистки шва разъема остающейся подкладной пластины (кольца).
6.4.4. Измерительный контроль соединений, собранных под сварку (рис. 3), включает проверку:
размеров швов приварки временных технологических креплений;

Рис. 2.
Размеры, контролируемые измерением при подготовке деталей под сварку (начало):
а - I-образная разделка кромки (без скоса кромки); б - V-образная односторонняя разделка кромки;
в - V-образная двухсторонняя разделка кромки; г , д - подготовка к сварке стыкового соединения деталей,
значительно отличающихся по толщине; е , ж - подготовка к сварке замкового соединения;
з - У-образная разделка кромки; и - V-образная двухскосная разделка кромки; к - отклонение
от перпендикулярности торца трубы; л - подготовка кромок штуцера
Д 10-65; м - I-образная разделка с присадочным выступом

Рис. 2. Окончание:
н - цилиндрическая расточка (раздача) концов труб по внутреннему диаметру;
п - коническая расточка труб по внутреннему диаметру; р - притупление
внутренней кромки трубы; с- подкладная остающаяся пластина;
т , у - подкладное стальное остающееся кольцо; ф - подкладное стальное
остающееся кольцо; х - расплавляемая проволочная вставка; ц - сектор
отвода; ч , ш , э - рассверловка отверстия под штуцер (патрубок) в корпусе
(трубе, коллекторе); ю - разделка кромок под автоматическую сварку в среде
защитных газов
* Размер измерению не подлежит, обеспечивается режущим инструментом и оценивается визуально.

Рис. 3. Размеры, контролируемые при сборке соединения под сварку:
а - стыковое соединение; б - стыковое соединение с остающейся подкладной пластиной (кольцом);
в - стыковое замковое соединение; г - тавровое соединение; д - угловое соединение; е - нахлесточное
соединение; ж - стыковое соединение с расплавляемой вставкой; и , к - угловые соединения штуцеров;
л - соединение с приварными элементами временных креплений; м - соединение с несоосностью
осей штуцера и корпуса; н - соединение с несоосностью осей в угловых соединениях труб;
п - соединение с переломом осей цилиндрических деталей; р - прихватки соединения; с , т - тройниковое (угловое) соединение
расстояния технологического крепления от кромки разделки и расположения креплений по длине (периметру) соединения (при необходимости, в случае если в технической документации оговорено расстояние между соседними креплениями);
величины зазора в соединении, в том числе между деталью и подкладной пластиной (кольцом);
размера смещения кромок (внутренних и наружных) собранных деталей;
размера перекрытия деталей в нахлесточном соединении;
размеров (длина, высота) прихваток и их расположения по длине (периметру) соединения (при необходимости, в случае если это оговорено в технической документации, также расстояния между соседними прихватками);
размера зазора в замке расплавляемой проволочной вставки;
размера перелома осей цилиндрических деталей трубы и плоскостей плоских деталей (листов);
размера несоосности осей штуцера и отверстия в корпусе (трубе);
размера несовпадения (отклонения) осей в угловых соединениях труб;
размеров ширины зоны нанесения защитного покрытия на поверхностях деталей;
геометрических (линейных) размеров узла, собранного под сварку (в случаях, оговоренных ПКД).
6.4.5. Визуальному и измерительному контролю подготовки и сборки деталей под сварку подлежат не менее 20 % деталей и соединений из числа представленных к приемке.
Объем выборочного контроля качества подготовки и сборки деталей под сварку может быть увеличен или уменьшен в зависимости от требований НД, ПТД и ПКД или по требованию Заказчика.
При выявлении отклонений от требований рабочих чертежей и (или) ПТД, которые могут привести к ухудшению качества сварных соединений, объем выборочного контроля должен быть увеличен вдвое для группы однотипных деталей (соединений). Если при дополнительном контроле вторично будут выявлены отклонения от требований конструкторской документации и (или) ПТД, то объем контроля для группы деталей, подготовленных к приемке, должен быть увеличен до 100 %.
Детали, забракованные при контроле, подлежат исправлению. Собранные под сварку соединения деталей, забракованные при контроле, подлежат разборке с последующей повторной сборкой после устранения причин, вызвавших их первоначальную некачественную сборку.
6.4.6. Визуальный контроль удаления материала, подвергнутого термическому влиянию во время резки термическими способами (газовая, воздушно-дуговая, газофлюсовая, плазменная и др.), проводится на каждой детали, подвергавшейся резке.
На кромках разделки не должно быть следов резки (для деталей из низкоуглеродистых, марганцовистых и кремнемарганцовистых сталей) и следов разметки (кернение), нанесенной на наружной поверхности деталей после резки.
6.4.7. Требования к выполнению измерительного контроля при подготовке деталей под сборку приведены в табл. 3, а при сборке соединений под сварку - в табл. 4.
Таблица 3
Таблица 4
Контролируемые параметры
Таблица 5
Требования к измерениям сварных швов
| Контролируемый параметр | Условное обозначение (рис. 8) | Номер рисунка | Средства измерений. Требования к измерениям |
| 1. Ширина шва | е , е | 8, а , в | Штангенциркуль или шаблон универсальный. Измерение - см. п. 6.5.5 |
| 2. Высота шва | q , q | 8, а , в | То же |
| 3. Выпуклость обратной стороны шва | q | 8, а , в | Штангенциркуль. Измерение согласно п. 6.5.5 |
| 4. Вогнутость обратной стороны шва | q | 8, б | Штангенциркуль, в том числе модернизированный (рис. 9). Измерения в 2-3 местах в зоне максимальной величины |
| 5. Глубина подреза (неполного заполнения разделки) | b , b | 8, г | Штангенциркуль, в том числе модернизированный (рис. 9). Приспособление для измерения глубины подрезов (рис. 10) |
| 6. Катет углового шва | К , К | 8, ж | Штангенциркуль или шаблон. Измерение согласно п. 6.5.5 |
| 7. Чешуйчатость шва | 8, д | Штангенциркуль, в том числе модернизированный (рис. 9). Измерения не менее чем в 4 точках по длине шва | |
| 8. Глубина западаний между валиками | 8, д | То же | |
| 9. Размеры (диаметр, длина, ширина) одиночных несплошностей | d , l , b | 8, е | Лупа измерительная. Измерению подлежит каждая несплошность |
6.5.5. Измерительный контроль геометрических размеров сварного соединения (конструктивных элементов сварных швов, геометрического положения осей или поверхностей сваренных деталей, углублений между валиками и чешуйчатости поверхности шва, выпуклости и вогнутости корня односторонних швов и т.д.) следует проводить в местах, указанных в рабочих чертежах, НД, ПТД или ПДК, а также в местах, где допустимость указанных показателей вызывает сомнения по результатам визуального контроля.
При контроле стыковых сварных соединений труб наружным диаметром до 89 мм включительно с числом однотипных соединений более 50 на одном изделии допускается определение размеров шва выполнять на 10-20 % соединений в одном - двух сечениях, при условии, что при визуальном контроле, которому подвергают все соединения, нет сомнений в части отклонения размеров (ширина, высота) шва от допуска.
6.5.6. При измерительном контроле наплавленного антикоррозионного покрытия его толщину на цилиндрических поверхностях проводить не менее чем через 0,5 м в осевом направлении и через каждые 60° по окружности при ручной наплавке и 90° при автоматической наплавке.
На плоских и сферических поверхностях проводят не менее одного замера на каждом участке размером до 0,5x0,5 м при автоматической наплавке.
6.5.7. При контроле угловых швов сварных соединений катеты сварного шва измеряют с помощью специальных шаблонов (рис. 11). Определение размеров высоты, выпуклости и вогнутости углового шва выполняется расчетным путем и только в тех случаях, когда это требование предусмотрено конструкторской документацией. Измерение выпуклости, вогнутости и высоты углового шва проводится с помощью шаблонов, например шаблоном В.Э. Ушерова-Маршака (см. рис. 6).
6.5.8. Измерение глубины западаний между валиками при условии, что высоты валиков отличаются друг от друга, выполняют относительно валика, имеющего меньшую высоту. Аналогично определяют и глубину чешуйчатости валика (по меньшей высоте двух соседних чешуек).
6.5.9. Измерительный контроль сварных соединений и наплавок (высота и ширина сварного шва, толщина наплавки, размеры катетов угловых швов, западания между валиками, чешуйчатость шва, выпуклость и вогнутость корневого шва, величина перелома осей соединяемых цилиндрических элементов, форма и размеры грата и т.д.), указанный в пп. 6.5.5, 6.5.8 и табл. 8, следует выполнять на участках шва, где допустимость этих показателей вызывает сомнение по результатам визуального контроля, если в НД и ПТД не содержится других указаний.
6.5.10. Выпуклость (вогнутость) стыкового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от уровня расположения наружной поверхности деталей. В том случае, когда уровни поверхностей деталей одного типоразмера (диаметр, толщина) отличаются друг от друга, измерения следует проводить относительно уровня поверхности детали, расположенной выше уровня поверхности другой детали (рис. 12).

Рис. 9. Штангенциркуль типа ШЦ-1 с опорой:
1 - штангенциркуль; 2 - опора

Рис. 10. Приспособление для измерения глубины подрезов:
1 индикатор "0-10" с поворотной шкалой; 2 - опорный кронштейн; 3 - измерительная игла

Рис. 11. Специальный шаблон для контроля сварных швов

Рис. 12. Измерение выпуклости (вогнутости) стыкового шва () при различном уровне
наружных поверхностей деталей, вызванном смещением
при сборке соединения под сварку
В том случае, когда выполняется сварка деталей с различной толщиной стенки и уровень поверхности одной детали превышает уровень поверхности второй детали, оценку выпуклости (вогнутости) поверхности шва выполняют относительно линии, соединяющей края поверхности шва в одном сечении (рис. 13).

Рис. 13. Измерение выпуклости (вогнутости) стыкового шва ( ) при различном
уровне наружных поверхностей деталей, вызванном разницей в толщинах стенок
6.5.11. Выпуклость (вогнутость) углового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении (рис. 14).

Рис. 14. Измерение выпуклости ( ) и вогнутости ( ) наружной поверхности
и высоты (h ) углового шва
6.5.12. Размеры выпуклости (вогнутости) стыкового (рис. 13) и углового (рис. 14) швов определяются шаблонами, например, конструкции В.Э. Ушерова-Маршака или специально для этой цели предназначенными специализированными шаблонами.
6.5.13. Выпуклость (вогнутость) корня шва оценивается по максимальной высоте (глубине) расположения поверхности корня шва от уровня расположения внутренних поверхностей сваренных деталей.
В том случае, когда уровни внутренних поверхностей разные, измерения выпуклости (вогнутости) корня шва следует проводить согласно рис. 15.

Рис. 15. Измерение выпуклости () и вогнутости ( ) корня шва стыкового одностороннего шва
6.5.14. Измерения отдельных размеров сварного соединения с помощью универсального шаблона типа УШС приведены на рис. 16.

Рис. 16. Измерения с помощью шаблона УШС размеров сварного шва:
а - измерение высоты шва ( #S) и глубины подреза (h ); б - измерение ширины шва (e );
в - измерение западаний между валиками ()
6.5.15. Измерения чешуйчатости и западаний между валиками шва, глубины и высоты углублений (выпуклостей) в сварном шве и металле разрешается определять по слепку, снятому с контролируемого участка. Для этого применяют пластилин, воск, гипс и другие материалы. Измерения проводят с помощью измерительной лупы или на микроскопе после разрезки слепка механическим путем.
6.5.16. Измерения перелома осей цилиндрических элементов и углового смещения плоскостей деталей, а также несимметричности штуцера (привариваемой трубы в угловом соединении труб) следует выполнять с учетом пп. 6.6.9 и 6.6.10.
6.6. Порядок выполнения визуального и измерительного контроля сварных конструкций (узлов, элементов)
6.6.1. Визуальный контроль сварных конструкций (узлов, элементов) предусматривает проверку:
отклонений по взаимному расположению элементов сварной конструкции;
наличия маркировки сварных соединений;
наличия маркировки сварных конструкций (узлов);
отсутствия поверхностных повреждений материала, вызванных отклонениями в технологии изготовления, транспортировкой и условиями хранения;
отсутствия неудаленных приварных элементов (технологического крепления, выводных планок, гребенок, бобышек и т.п.).
6.6.2. Измерительный контроль гнутых колен труб предусматривает проверку:
отклонения от круглой формы (овальность) в любом сечении гнутых труб (колен);
толщины стенки в растянутой части гнутого участка трубы (рекомендуется проводить толщиномерами);
радиуса гнутого участка трубы (колена);
высоты волнистости (гофры) на внутреннем обводе гнутой трубы (колена);
неровностей (плавных) на внешнем обводе (в случаях, установленных НД);
предельных отклонений габаритных размеров.
6.6.3. Измерительный контроль тройников и коллекторов с вытянутой горловиной предусматривает проверку:
эксцентриситета оси горловины относительно оси корпуса;
радиусов перехода наружной и внутренней поверхностей горловины к корпусу;
размеров местных углублений от инструмента на внутренней поверхности тройника, вызванных применяемым инструментом;
уменьшения диаметра корпуса вследствие утяжки металла при высадке (вытяжке) горловины;
угла конуса на наружной поверхности патрубка;
местного утолщения стенки горловины, овальности прямых участков корпуса тройника по наружному диаметру в месте разъема штампа;
кольцевого шва присоединения переходного кольца.
6.6.4. Измерительный контроль переходов, изготовленных методами подкатки (последовательного обжима), осадки в торец и вальцовкой листовой стали с последующей сваркой предусматривает проверку:
размеров углублений и рисок на внутренней поверхности обжатого конца, носящих характер ужимин;
утолщения стенки на конической части перехода;
формы и размеров шва, отсутствия недопустимых поверхностных дефектов.
6.6.5. Измерительный контроль сварных изделий (деталей) тройников, фланцевых соединений, секторных отводов, коллекторов, трубных блоков и т.д. предусматривает проверку:
размеров перекосов осей цилиндрических элементов;
прямолинейности образующей изделия;
отклонения штуцера (привариваемой трубы, патрубка) от перпендикулярности относительно корпуса (трубы, листа), в который вваривается штуцер (труба, патрубок);
отклонения осей концевых участков сварных секторных отводов;
кривизны (прогиба) корпуса (трубы) сварных угловых соединений труб (вварка трубы, штуцера);
отклонения размеров, определяющих расположение штуцеров в блоках;
отклонения оси прямых блоков от проектного положения;
отклонения габаритных размеров сварных деталей и блоков.
6.6.9. Перелом осей трубных деталей и прямолинейность образующей определяется в 2-3 сечениях в зоне максимального перелома (отклонения образующей от прямолинейности), выявленного при визуальном контроле. Измерение выполнять в соответствии с требованиями, приведенными в п. 6.4.12 и рис. 3. В случае когда измерения по данной методике не обеспечивают требуемой точности, измерения следует проводить по специальной методике.
6.6.10. Отклонение от перпендикулярности наружной поверхности (оси) штуцера к корпусу (трубе) определяется в двух взаимно перпендикулярных сечениях (рис. 18).
6.6.11. Определение диаметра труб при измерении рулеткой проводится по формуле
![]()
где Р - длина окружности, измеренная рулеткой, мм;
t - толщина ленты рулетки, мм.

Рис. 18. Измерение отклонения () от перпендикулярности
наружной поверхности штуцера
6.6.12. Измерения следует выполнять на участках, угловые и линейные размеры которых вызывают сомнение по результатам визуального контроля.
Таблица Д1
Таблица Д2
Требования к содержанию Журнала учета работ и регистрации
Таблица 1
Допустимая погрешность измерений при измерительном контроле
Погрешность измерения - отклонение измеренного значения величины от её истинного (действительного) значения. Погрешность измерения является характеристикой точности измерения.
Выяснить с абсолютной точностью истинное значение измеряемой величины, как правило, невозможно, поэтому невозможно и указать величину отклонения измеренного значения от истинного. Это отклонение принято называть ошибкой измерения . (В ряде источников, например в Большой советской энциклопедии , термины ошибка измерения и погрешность измерения используются как синонимы, но согласно рекомендации РМГ 29-99 термин ошибка измерения не рекомендуется применять как менее удачный, а РМГ 29-2013 его вообще не упоминает ). Возможно лишь оценить величину этого отклонения, например, при помощи статистических методов . На практике вместо истинного значения используют действительное значение величины х д , то есть значение физической величины, полученное экспериментальным путём и настолько близкое к истинному значению, что в поставленной измерительной задаче может быть использовано вместо него . Такое значение, обычно, вычисляется как среднестатистическое значение, полученное при статистической обработке результатов серии измерений. Это полученное значение не является точным, а лишь наиболее вероятным. Поэтому в измерениях необходимо указывать, какова их точность . Для этого вместе с полученным результатом указывается погрешность измерений. Например, запись T = 2,8 ± 0,1 с означает, что истинное значение величины T лежит в интервале от 2,7 с до 2,9 с с некоторой оговорённой вероятностью (см. доверительный интервал , доверительная вероятность , стандартная ошибка , предел погрешности).
Оценка погрешности
В зависимости от характеристик измеряемой величины для определения погрешности измерений используют различные методы.
Δ x = x max − x min 2 . {\displaystyle \Delta x={\frac {x_{\max }-x_{\min }}{2}}.}Классификация погрешностей
По форме представления
Абсолютная погрешность - Δ X {\displaystyle \Delta X} является оценкой абсолютной ошибки измерения. Вычисляется разными способами. Способ вычисления определяется распределением случайной величины (“meas” от “measured” - измеренное). Соответственно, величина абсолютной погрешности в зависимости от распределения случайной величины X meas {\displaystyle X_{\textrm {meas}}} может быть различной. Если X meas {\displaystyle X_{\textrm {meas}}} - измеренное значение, а X true {\displaystyle X_{\textrm {true}}} - истинное значение, то неравенство Δ X > | X meas − X true | {\displaystyle \Delta X>|X_{\textrm {meas}}-X_{\textrm {true}}|} должно выполняться с некоторой вероятностью, близкой к 1. Если случайная величина X meas {\displaystyle X_{\textrm {meas}}} распределена по нормальному закону , то обычно за абсолютную погрешность принимают её среднеквадратичное отклонение . Абсолютная погрешность измеряется в тех же единицах измерения, что и сама величина.
Существует несколько способов записи величины вместе с её абсолютной погрешностью :
- Явное указание погрешности. Например, m S = 100,02147 г с погрешностью u c = 0,35 мг.
- Запись в скобках погрешности последних цифр: m S = 100,02147(35) г. Для экспоненциальной записи в скобках указывается погрешность последних цифр мантиссы.
- Запись погрешности в скобках с абсолютным значением: m S = 100,02147(0,00035) г.
- Запись со знаком ± : 100,02147±0,00035 г. Такая запись рекомендуется стандартом JCGM 100:2008 в случае, если значение погрешности не относится к доверительному интервалу (т.е. если оценка строгая).
Запись со знаком ± зачастую может интерпретироваться как строгая, то есть, например что при 100 ± 5 значение гарантированно лежит в интервале от 95 до 105. Но научная запись подразумевает не это, а то, что величина скорее всего лежит в указанном интервале с некоторым стандартным отклонением .
Относительная погрешность измерения - отношение абсолютной погрешности измерения к опорному значению измеряемой величины, в качестве которого может выступать, в частности, её истинное или действительное значение: δ x = Δ x x true {\displaystyle \delta _{x}={\frac {\Delta x}{x_{\textrm {true}}}}} , δ x = Δ x x ¯ {\displaystyle \delta _{x}={\frac {\Delta x}{\bar {x}}}} .
Относительная погрешность является безразмерной величиной процентах .
Приведённая погрешность - это отношение максимально возможной абсолютной погрешности к нормирующему значению:
γ = Δ x max x N {\displaystyle \gamma ={\frac {\Delta x_{\textrm {max}}}{x_{\textrm {N}}}}}
Так же как и относительная, является безразмерной величиной ; её численное значение может указываться, например, в процентах .
По причине возникновения
- Инструментальные / приборные погрешности - погрешности, которые определяются погрешностями применяемых средств измерений и вызываются несовершенством принципа действия, неточностью градуировки шкалы , ненаглядностью прибора.
- Теоретические - погрешности, возникающие из-за неверных теоретических предпосылок при измерениях.
- Методические погрешности - погрешности, обусловленные несовершенством метода, а также упрощениями, положенными в основу методики.
- Субъективные / операторные / личные погрешности - погрешности, обусловленные степенью внимательности, сосредоточенности, подготовленности и другими качествами оператора.
В технике применяют приборы для измерения лишь с определённой заранее заданной точностью - основной погрешностью, допускаемой в нормальных условиях эксплуатации для данного прибора. В различных областях науки и техники могут подразумеваться различные стандартные (нормальные) условия (например, США за нормальную температуру принимает 20 °C, а за нормальное давление - 101,325 кПа ); кроме того, для прибора могут быть определены специфические требования (например, нормальное рабочее положение). Если прибор работает в условиях, отличных от нормальных, то возникает дополнительная погрешность, увеличивающая общую погрешность прибора - например, температурная (вызванная отклонением температуры окружающей среды от нормальной), установочная (обусловленная отклонением положения прибора от нормального рабочего положения), и т. п.
Обобщённой характеристикой средств измерения является класс точности, определяемый предельными значениями допускаемых основной и дополнительной погрешностей, а также другими параметрами, влияющими на точность средств измерения; значение параметров установлено стандартами на отдельные виды средств измерений. Класс точности средств измерений характеризует их точностные свойства, но не является непосредственным показателем точности измерений, выполняемых с помощью этих средств, так как точность зависит также от метода измерений и условий их выполнения. Измерительным приборам, пределы допускаемой основной погрешности которых заданы в виде приведённых основных (относительных) погрешностей, присваивают классы точности, выбираемые из ряда следующих чисел: (1; 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0)×10 n , где показатель степени n = 1; 0; −1; −2 и т. д.
По характеру проявления
Случайная погрешность - составляющая погрешности измерения, изменяющаяся случайным образом в серии повторных измерений одной и той же величины, проведенных в одних и тех же условиях. В появлении таких погрешностей не наблюдается какой-либо закономерности, они обнаруживаются при повторных измерениях одной и той же величины в виде некоторого разброса получаемых результатов. Случайные погрешности неизбежны, неустранимы и всегда присутствуют в результате измерения, однако их влияние обычно можно устранить статистической обработкой. Описание случайных погрешностей возможно только на основе теории случайных процессов и математической статистики.
Математически случайную погрешность, как правило, можно представить белым шумом: как непрерывную случайную величину, симметричную относительно нуля, независимо реализующуюся в каждом измерении (некоррелированную по времени).
Основным свойством случайной погрешности является возможность уменьшения искажения искомой величины путём усреднения данных. Уточнение оценки искомой величины при увеличении количества измерений (повторных экспериментов) означает, что среднее случайной погрешности при увеличении объёма данных стремится к 0 (закон больших чисел).
Часто случайные погрешности возникают из-за одновременного действия многих независимых причин, каждая из которых в отдельности слабо влияет на результат измерения. По этой причине часто полагают распределение случайной погрешности «нормальным» (см. Центральная предельная теорема ). «Нормальность» позволяет использовать в обработке данных весь арсенал математической статистики.
Однако априорная убежденность в «нормальности» на основании Центральной предельной теоремы не согласуется с практикой - законы распределения ошибок измерений весьма разнообразны и, как правило, сильно отличаются от нормального.
Случайные погрешности могут быть связаны с несовершенством приборов (трение в механических приборах и т. п.), тряской в городских условиях, с несовершенством объекта измерений (например, при измерении диаметра тонкой проволоки, которая может иметь не совсем круглое сечение в результате несовершенства процесса изготовления).
Систематическая погрешность - погрешность, изменяющаяся во времени по определённому закону (частным случаем является постоянная погрешность, не изменяющаяся с течением времени). Систематические погрешности могут быть связаны с ошибками приборов (неправильная шкала, калибровка и т. п.), неучтёнными экспериментатором.
Систематическую ошибку нельзя устранить повторными измерениями. Её устраняют либо с помощью поправок, либо «улучшением» эксперимента.
Прогрессирующая (дрейфовая ) погрешность - непредсказуемая погрешность, медленно меняющаяся во времени. Обусловлена она нарушениями статистической устойчивости .
Грубая погрешность (промах ) - погрешность, возникшая вследствие недосмотра экспериментатора или неисправности аппаратуры (например, если экспериментатор неправильно прочёл номер деления на шкале прибора или если произошло замыкание в электрической цепи).
Надо отметить, что деление погрешностей на случайные и систематические достаточно условно. Например, ошибка округления при определённых условиях может носить характер как случайной, так и систематической ошибки.
По способу измерения
Погрешность прямых измерений [ ] вычисляется по формуле
Δ x = (t) 2 + (A) 2 {\displaystyle \Delta x={\sqrt {(t)^{2}+(A)^{2}}}}Погрешность косвенных воспроизводимых измерений - погрешность вычисляемой (не измеряемой непосредственно) величины. Если F = F (x 1 , x 2 . . . x n) {\displaystyle F=F(x_{1},x_{2}...x_{n})} , где - непосредственно измеряемые независимые величины, имеющие погрешность Δ x i {\displaystyle \Delta x_{i}} , то:
Δ F = ∑ i = 1 n (Δ x i ∂ F ∂ x i) 2 {\displaystyle \Delta F={\sqrt {\sum _{i=1}^{n}\left(\Delta x_{i}{\frac {\partial F}{\partial x_{i}}}\right)^{2}}}}Погрешность косвенных невоспроизводимых измерений вычисляется аналогично вышеизложенной формуле, но вместо x i {\displaystyle x_{i}} ставится значение, полученное в процессе расчётов.
По зависимости от инерционности прибора
- Статическая - погрешность системы измерения, возникающая при измерении неизменной во времени физической величины.
- Динамическая - погрешность системы измерения, возникающая при измерении переменной физической величины, обусловленная несоответствием реакции системы измерения на скорость изменения измеряемой физической величины.
Неотъемлемой частью любого измерения является погрешность измерений. С развитием приборостроения и методик измерений человечество стремиться снизить влияние данного явления на конечный результат измерений. Предлагаю более детально разобраться в вопросе, что же это такое погрешность измерений.
Погрешность измерения – это отклонение результата измерения от истинного значения измеряемой величины. Погрешность измерений представляет собой сумму погрешностей, каждая из которых имеет свою причину.
По форме числового выражения погрешности измерений подразделяются на абсолютные и относительные
– это погрешность, выраженная в единицах измеряемой величины. Она определяется выражением.
(1.2), где X — результат измерения; Х 0 — истинное значение этой величины.
Поскольку истинное значение измеряемой величины остается неизвестным, на практике пользуются лишь приближенной оценкой абсолютной погрешности измерения, определяемой выражением
![]() (1.3), где Х д — действительное значение этой измеряемой величины, которое с погрешностью ее определения принимают за истинное значение.
(1.3), где Х д — действительное значение этой измеряемой величины, которое с погрешностью ее определения принимают за истинное значение.
– это отношение абсолютной погрешности измерения к действительному значению измеряемой величины:
По закономерности появления погрешности измерения подразделяются на систематические, прогрессирующие, и случайные .
Систематическая погрешность – это погрешность измерения, остающаяся постоянной или закономерно изменяющейся при повторных измерениях одной и той же величины.
Прогрессирующая погрешность – этонепредсказуемая погрешность, медленно меняющаяся во времени.
Систематические и прогрессирующие погрешности средств измерений вызываются:
- первые - погрешностью градуировки шкалы или ее небольшим сдвигом;
- вторые - старением элементов средства измерения.
Систематическая погрешность остается постоянной или закономерно изменяющейся при многократных измерениях одной и той же величины. Особенность систематической погрешности состоит в том, что она может быть полностью устранена введением поправок. Особенностью прогрессирующих погрешностей является то, что они могут быть скорректированы только в данный момент времени. Они требуют непрерывной коррекции.
Случайная погрешность – это погрешность измерения изменяется случайным образом. При повторных измерениях одной и той же величины. Случайные погрешности можно обнаружить только при многократных измерениях. В отличии от систематических погрешностей случайные нельзя устранить из результатов измерений.
По происхождению различают инструментальные и методические погрешности средств измерений.
Инструментальные погрешности - это погрешности, вызываемые особенностями свойств средств измерений. Они возникают вследствие недостаточно высокого качества элементов средств измерений. К данным погрешностям можно отнести изготовление и сборку элементов средств измерений; погрешности из-за трения в механизме прибора, недостаточной жесткости его элементов и деталей и др. Подчеркнем, что инструментальная погрешность индивидуальна для каждого средства измерений.
Методическая погрешность - это погрешность средства измерения, возникающая из-за несовершенства метода измерения, неточности соотношения, используемого для оценки измеряемой величины.
Погрешности средств измерений.
– это разность между номинальным ее значением и истинным (действительным) значением воспроизводимой ею величины:
![]() (1.5), где X н – номинальное значение меры; Х д – действительное значение меры
(1.5), где X н – номинальное значение меры; Х д – действительное значение меры
– это разность между показанием прибора и истинным (действительным) значением измеряемой величины:
![]() (1.6), где X п – показания прибора; Х д – действительное значение измеряемой величины.
(1.6), где X п – показания прибора; Х д – действительное значение измеряемой величины.
– это отношение абсолютной погрешности меры или измерительного прибора к истинному
(действительному) значению воспроизводимой или измеряемой величины. Относительная погрешность меры или измерительного прибора может быть выражена в (%).
 (1.7)
(1.7)
– отношение погрешности измерительного прибора к нормирующему значению. Нормирующие значение XN – это условно принятое значение, равное или верхнему пределу измерений, или диапазону измерений, или длине шкалы. Приведенная погрешность обычно выражается в (%).
 (1.8)
(1.8)
Предел допускаемой погрешности средств измерений – наибольшая без учета знака погрешность средства измерений, при которой оно может быть признано и допущено к применению. Данное определение применяют к основной и дополнительной погрешности, а также к вариации показаний. Поскольку свойства средств измерений зависят от внешних условий, их погрешности также зависят от этих условий, поэтому погрешности средств измерений принято делить на основные и дополнительные .
Основная – это погрешность средства измерений, используемого в нормальных условиях, которые обычно определены в нормативно-технических документах на данное средство измерений.
Дополнительная – это изменение погрешности средства измерений вследствии отклонения влияющих величин от нормальных значений.
Погрешности средств измерений подразделяются также на статические и динамические .
Статическая – это погрешность средства измерений, используемого для измерения постоянной величины. Если измеряемая величина является функцией времени, то вследствие инерционности средств измерений возникает составляющая общей погрешности, называется динамической погрешностью средств измерений.
Также существуют систематические и случайные погрешности средств измерений они аналогичны с такими же погрешностями измерений.
Факторы влияющие на погрешность измерений.
Погрешности возникают по разным причинам: это могут быть ошибки экспериментатора или ошибки из-за применения прибора не по назначению и т.д. Существует ряд понятий которые определяют факторы влияющие на погрешность измерений
Вариация показаний прибора – это наибольшая разность показаний полученных при прямом и обратном ходе при одном и том же действительном значении измеряемой величины и неизменных внешних условиях.
Класс точности прибора – это обобщенная характеристика средств измерений (прибора), определяемая пределами допускаемых основной и дополнительных погрешностей, а также другими свойствами средств измерений, влияющих на точность, значение которой устанавливаются на отдельные виды средств измерений.
Классы точности прибора устанавливают при выпуске, градуируя его по образцовому прибору в нормальных условиях.
Прецизионность — показывает, как точно или отчетливо можно произвести отсчет. Она определяется, тем насколько близки друг к другу результаты двух идентичных измерений.
Разрешение прибора — это наименьшее изменение измеряемого значения, на которое прибор будет реагировать.
Диапазон прибора — определяется минимальным и максимальным значением входного сигнала, для которого он предназначен.
Полоса пропускания прибора — это разность между минимальной и максимальной частотой, для которых он предназначен.
Чувствительность прибора — определяется, как отношение выходного сигнала или показания прибора к входному сигналу или измеряемой величине.
Шумы — любой сигнал не несущий полезной информации.
Цель любого измерения физической величины (ФВ) – получение действительного значения ФВ, значит, при измерениях должно быть получено такое значение ФВ, которое достоверно (с пренебрежимо малой погрешностью) представляло бы ее истинное значение. Достоверной можно считать оценку, погрешностью которой можно пренебречь в соответствии с поставленной измерительной задачей.
По РМГ 29 – 99 измерительная задача – задача, заключающаяся в определении значения физической величины путем ее измерения с требуемой точностью в данных условиях измерений. Конкретных видов таких задач документ не приводит.
Для проектирования МВИ задачи измерений желательно формулировать с позиций, позволяющих нормировать их требуемую точность. Типовые задачи измерений в метрологии можно рассматривать в зависимости от ожидаемого использования результатов измерений конкретного исследуемого параметра, заданного нормированной ФВ.
Корректно поставленными задачами измерений в метрологии считают те, в условиях которых установлена норма допустимой неопределенности измеряемой физической величины. К ним можно отнести следующие типовые задачи:
· измерительный приемочный контроль по заданному параметру, если нормированы его предельные значения (задан допуск параметра);
· сортировка объектов на группы по заданному параметру;
· арбитражная перепроверка результатов приемочного контроля;
· поверка средства измерений .
Возможно включение в список и некоторых других корректно поставленных задач, в исходных условиях которых зафиксирована норма допустимой неопределенности измеряемой величины.
Измерения параметра при установленной норме допустимой неопределенности измеряемой величины можно рассматривать как тривиальные задачи, для которых допустимую погрешность измерений определяют, исходя из традиционного в метрологической практике соотношения
[Δ] = (1/5...1/3)А,
где А – норма неопределенности измеряемого параметра (допуск контролируемого параметра, погрешность измерения в ходе приемочного контроля или основная погрешность поверяемого СИ).
Соотношение [Δ] ≤ А/3 будет удовлетворительным при случайном распределении множества контролируемых параметров и доминирующей случайной составляющей погрешности измерений.
Предельное соотношение [Δ] = А/3 определяется необходимостью обеспечения пренебрежимо малой погрешности измерений и подтверждено в теоретической метрологии. Второе ограничение [Δ] = А/5 носит чисто рекомендательный характер и обусловлено только экономическими соображениями. В случае, когда доступная методика выполнения измерений обеспечивает точность выше минимально необходимой, и отношение [Δ] < А/3 не требует существенных затрат, его можно считать вполне допустимым.
При разработке МВИ для корректно поставленных задач измерений могут встречаться существенно различающиеся виды назначения допустимых погрешностей измерений. Подходы к назначению допустимых погрешностей зависят от специфики разрабатываемых МВИ. Можно представить следующие наиболее общие типовые МВИ:
· МВИ одного параметра (одной физической величины одного размера или ряда размеров в узком диапазоне с одним допуском);
· МВИ однородных параметров (однородных физических величин ряда размеров в широком диапазоне с неодинаковыми допусками);
· МВИ неоднородных параметров, представленных однородными физическими величинами (ряд различающихся реализаций, требующих применения разнотипных СИ);
· МВИ комплекса разноименных физических величин;
· МВИ косвенных измерений (измерений комплекса разноименных физических величин с последующим вычислением результата по полученным аргументам исходной функции).
При разработке МВИ физической величины одного размера назначают одно конкретное значение допустимой погрешности измерений. Для методики выполнения измерений однородных физических величин в определённом диапазоне, если нормирован один допуск физической величины на весь диапазон, можно назначить одно значение допустимой погрешности измерений. Если в диапазоне величин нормирован ряд допусков, то для каждого из поддиапазонов назначают свою допустимую погрешность измерений. Можно ограничиться выбором одной допустимой погрешности измерений (наименьшее из значений), если это не приведёт к существенному удорожанию измерений.
При разработке методики выполнения измерений одноименных физических величин, представленных разными параметрами (например, размеры вала, размеры отверстия и глубина ступени) будут использоваться разные средства измерений, и не исключено, что для каждого из параметров даже при одинаковой их относительной точности придётся назначить свою допустимую погрешность измерений.
Методика выполнения измерений комплекса разноименных физических величин в определённых диапазонах потребует индивидуального решения каждой из конкретных задач назначения допустимой погрешности измерений.
Специфический подход к назначению допустимых погрешностей прямых измерений разноименных физических величин необходим при разработке методики выполнения косвенных измерений. Особенностью выбора допустимых погрешностей для каждого из прямых измерений является необходимость учитывать весовые коэффициенты частных погрешностей в погрешности косвенных измерений. Можно предложить последовательность назначения допустимых погрешностей, которая включает назначение допустимой погрешности косвенных измерений, а затем декомпозицию этой погрешности на частные погрешности прямых измерений, допустимые значения которых следует назначать с учётом их весовых коэффициентов. Весовые коэффициенты получают дифференцированием функции (уравнения косвенного измерения) в частных производных по соответствующим аргументам.
Представленный анализ показывает, что сложные методики выполнения измерений можно рассматривать как комплексы более простых МВИ, что позволяет находить их решения комплексированием решений составляющих задач.
Выбор допустимых погрешностей при решении некорректно поставленных задач измерений представляет собой достаточно сложную проблему. К некорректным (некорректно поставленным) относятся те задачи измерений, в условиях которых не задана норма неопределенности измеряемой физической величины. В таких задачах исходная информация недостаточна для априорного назначения допустимой погрешности измерений. К некорректно поставленным задачам можно отнести измерительный приемочный контроль объекта по параметру, ограниченному одним предельным значением (сверху или снизу), измеренияпри проведении научного исследования и оценка ненормируемой физической величины .
Для измерений параметра, ограниченного одним предельным значением можно назначить «условный допуск», тогда задача будет сведена к тривиальной. Во всех остальных рассматриваемых случаях назначение допустимой погрешности измерений осуществляют методом проб и ошибок в процессе выполнения измерений.
В стандарте ГОСТ 8.010 специально оговорено, что он не распространяется на МВИ, характеристики погрешности измерений по которым определяют в процессе или после их применения. При разработке таких МВИ можно использовать этот стандарт как информационный источник наряду с любой подходящей научно-технической литературой.
В разрабатываемой МВИ можно использовать структуру и содержание элементов стандарта ГОСТ 8.010, если это позволит рационализировать процесс разработки и его результаты.
Следует различать разработку МВИ для последующего многократного использования и оригинальные МВИ, разрабатываемые для конкретного исследования, имеющие разовое применение. В первой ситуации задачу желательно свести к корректно поставленной, после чего можно разработать МВИ, отвечающую требованиям ГОСТ 8.010. В предисловии к МВИ должны быть указаны принятые допущения, чтобы пользователь применял её только в том случае, если он с ними согласен.
Например, при приемочном контроле объекта по заданному параметру, еслинормировано только одно предельное значение параметра по типу Rmax = 0,5 мм или Lmin = 50 мм для приведения задачи к корректному виду её условия требуют дополнений.
Такую задачу можно свести к тривиальной, например, назначив некоторый условный допуск параметра (нормирующий допуск Tnor ) с полем допуска, ориентированным «внутрь» параметра. Значение нормирующего допуска можно логически обосновать, например, выбрав значение по аналогии с наиболее грубыми допусками аналогичных параметров. Назначить условный допуск параметра можно, исходя из результатов функционального анализа объекта. Возможны и другие подходы к выбору нормирующего допуска.
После назначения допуска для выбора допустимой погрешности можно воспользоваться очевидным подходом к решению тривиальной задачи измерений
[Δ] ≤ Тnor /3.
Дальнейшую разработку такой МВИ можно проводить в полном соответствии с требованиями ГОСТ 8.010.
При разработке методики для измерения исследуемого параметра(измерения в процессе экспериментального научного исследования) исходная информация, позволяющая назначить допустимую погрешность измерений, в условиях задачи отсутствует. Её получают методом проб и ошибок в ходе предварительного экспериментального исследования. Опорным значением для выбора допустимой погрешности измерений может быть ширина поля практического рассеяния исследуемого параметра при многократном воспроизведении эксперимента, но она может быть установлена только измерениями в ходе проведения исследований. Оценка рассеяния результатов эксперимента включает рассеяние значений исследуемой физической величины при ее многократном воспроизведении (R Q ), на которое накладывается погрешность измерений (удвоенное значение 2Δ, поскольку в культурном исследовании доминирует случайная погрешность с симметричным полем рассеяния). Рассеяние результатов эксперимента описывается выражением
R = R Q * 2Δ,
где* – знак объединения (комплексирования) членов уравнения.
Для выявления ширины реального поля практического рассеяния (R" ) многократно воспроизводимой физической величины, на которое погрешности измерений Δ не оказывали бы значительного искажающего воздействия, используют метод последовательных приближений. Назначая сначала Δ 1 , а затем при необходимости Δ 2 < Δ 1 , затем Δ 3 < Δ 2 и т.д., добиваются соотношения
Δ n ≈ (1/10)R" ,
после чего полученное значение погрешности измерения Δ n принимают за допустимое значение погрешности, т.е. [Δ] = Δ n . Соотношение принято из тех соображений, что для построения гистограммы и полигона исследуемого распределения желательно иметь от 8 до 12 столбцов (10 ± 2), причем допускается попадание результатов в соседние столбцы, но не через столбец.
В этом случае МВИ можно разрабатывать в соответствии с основными требованиями ГОСТ 8.010, но завершить её разработку можно только после экспериментального определения допустимого значения погрешности измерений. Окончательное оформление такой МВИ необходимо только для включения в отчёт о проведенной научно-исследовательской работе, поскольку тиражировать её для подобных исследований нельзя из-за возможного несоответствия ширины полей практического рассеяния исследуемых параметров.
В производственных условиях сравнительно часто выполняют исследования технологических процессов (обработки поверхностей, изготовления деталей, получения иных результатов). В метрологии типичными задачами исследований могут быть метрологическая аттестация средства измерений или методики выполнения измерений.
Границы всех земельных наделов проводятся между угловыми (характерными) точками , а положение угловых точек определяется относительно опорных межевых пунктов, разбросанных по 2-4 пункта на один кв. километр и имеющих координаты в системе GPS.
Погрешностью измерений называют разность между истинными координатами угловой точки и координатами, измеренными кадастровым инженером. Погрешность неизбежно возникает при измерениях и складывается из следующих факторов:
Одной из основных величин, применяемых для расчёта погрешности, является пункт съемочного обоснования. Это точка на местности, где устанавливает измерительное оборудование, и неровности рельефа могут привести к смещению точки установки и возрастанию общей погрешности.
Любой измерительный прибор незначительно искажает измеренную им величину из-за особенностей его конструкции, а при снятии показаний с нецифровых приборов, такие показания могут расходиться у разных работников.
СПРАВКА! Величина расхождения показаний, снятых с одного и того же геодезического прибора разными кадастровыми работниками, принимается равной половине цены деления такого прибора.
Для уменьшения погрешности измерения положения одной и той же граничной точки проводят несколько раз.
Точностью определения границ называют максимальное отклонение измеренной величины от среднего значения всех измеренных величин для одного и того же поворотного пункта. Увеличение числа проведённых измерений повышает точность итоговых расчётов.
Определены следующие методы определения координат угловых пунктов:

Началом координатной системы при определении положения угловых (характерных) пунктов является специальная опорная сеть межевания, (п. 4 прил. № 1 приказа № 90).
Допустимые нормы расхождения
При проведении межевых работ по уточнению границ земельного надела или при определении места границ вновь образуемых наделов при выделе или разделе участков могут возникнуть расхождения значений площадей между отображённой в и вновь рассчитанной.
ВНИМАНИЕ! Рассчитанная площадь надела земли с уточнёнными границами не может превышать площадь данного надела, указанную в кадастровых документах больше, чем на предельный минимальный размер земельного надела, установленный законом для данного вида земли.
Минимальные размеры устанавливаются региональными и муниципальными нормативными актами с небольшими различиями в зависимости от субъекта федерации. Для большинства субъектов нормы расхождения площади в сторону увеличения после уточнения границ определены следующим образом (в зависимости от целевого назначения земель):
- участки для индивидуального строительства – 300 кв. м;
- участки для дачного строительства – 600 кв. м;
- участки под крестьянские хозяйства – 600 кв. м;
- участки под ЛПХ – 400 кв. м;
- наделы для огородничества (без права строительства) – 400 кв. м;
- земли под гараж – 18 кв. м;
- места под уличную торговлю – 5 кв. м.
Величина допустимых норм расхождения может быть уменьшена до 2-х раз местным законодательством, в зависимости от ситуации в регионе.
Мнение эксперта
Задать вопрос эксперту
Задать вопрос эксперту
От чего зависит величина отклонения?
После проведения измерений на местности производит расчёты погрешности. Значения погрешности зависят от следующих факторов :
- количества проведённых измерений;
- метода определения погрешности;
- внешних условий;
- отношения максимального расстояния S между двумя угловыми точками участка и минимального расстояния D от одной из точек участка до опорного пункта межевания.
К внешним условиям относят погоду, погрешность приборов, квалификацию кадастрового инженера и т.д. Чем большее число измерений проведено, тем точнее можно рассчитать погрешность при межевании, приближаясь к истинному значению координат границ.
Мнение эксперта
Многолетний опыт в разных областях юриспруденции
Наибольшую проблему в вычислениях представляет собой исчисление точек поворота. Расстояние между ними можно довольно легко определять современными и высокоточными приборами — лазерными дальномерами, величина погрешности которых относительно измеряемых в данном случае расстояний ничтожна. Разумеется, такие приборы применимы на расстояниях прямой видимости, то есть если идет речь о более крупных земельных участках, сильно пересеченной местности или с иными препятствиями для прохождения луча лазера, применяются, как правило, другие способы определения размеров границ участков. Либо же технология замера усложняется, что, в свою очередь, может создавать накопление ошибок.
Что же касается конкретно точек поворота, то гражданам полезно будет все же знать, что, к примеру, при определении по сигналу GPS, данная система спутниковой навигации допускает погрешность от 3-5 до 50 м, так как это в первую очередь военная спутниковая система США, что дает свои ограничения для гражданских пользователей. Вносит коррективы и место проведения замеров: сигнал ухудшается ближе к приполярным зонам. На величину погрешности также влияет используемые приемные приборы - следует обращаться к наиболее профессионально укомплектованным геодезистам.
По этой причине объективно не лишним будет использование проверки с помощью российской системы ГЛОНАСС: применение сразу двух систем спутниковой навигации позволит максимально точно определить точки углов поворота.
Задать вопрос эксперту
Задать вопрос эксперту
Среднеквадратичная величина M t является основной единицей сравнения в методах допустимой площади и диагональном методе.
Среднеквадратичная погрешность M t рассчитывается по формуле — M t = ((m 0) 2 + (m 1) 2) 1/2 :
- где m 0 – среднеквадратичная погрешность положения места геодезического измерения относительно опорного пункта;
- а m 1 – среднеквадратичная погрешность положения угловой точки относительно места геодезического измерения.
Метод допустимой площади
При расчёте погрешности по методу допустимой площади необходимо вычислить значение площади участка после П (выч) и значение площади, указное в кадастровом документе П (кад) , после чего сравнить разность вычисленных площадей с допустимой площадью П (доп) .
Разность площадей П = П (выч) – П (кад) . Значение П по абсолютной величине должно быть меньше или равно чем величина допустимой площади, рассчитываемая по формуле П (доп) = 3,5*M t *(П(кад)) 1/2 .
Диагональный
В диагональном методе необходимо измерить точность расстояния и определения координат между двумя характерными угловыми точками границ, установленными в результате кадастровых работ. Важно учесть, что точки, взятые для измерения, должны быть не смежными, а отстоять одна от другой как можно дальше, образуя «диагональ» участка.
Разность диагоналей вычисляется по формуле S = S m – S кад :
- где S m – измеренное расстояние между несмежными точками;
- а S кад – расстояние между точками в кадастровом плане надела, соответствующие точкам, полученным в ходе межевых работ.
Вычисленное значение S должно быть меньше или равно, чем допустимая диагональ S доп, которая рассчитывается по формуле S доп = 2*M t .
Диагональный метод в качестве дополнительного уточнения применяется при межевых работах, когда требуется высокая точность измерений, например, в землях городских поселений при определении границ земель, относящихся к многоквартирным домам.
В первую очередь необходимо вычислить среднеквадратичное отклонение Mt.
M t = ((m 0) 2 + (m 1) 2) 1/2 = (5,6 2 + 0,0005 2) 1/2 = (31,36 + 2,5*10 -7) 1/2 = (31,36000025) 1/2 = 5,600000022.
Значение M t = 5,6 больше, чем допустимое для земель водного фонда отклонение, равное 5, следовательно, при указании в межевом плане данной граничной точки кадастровому инженеру придётся обосновывать её координаты пояснительной запиской.
ПРИМЕР 2.
При уточнении границ на прямоугольном дачном участке были определены новые координаты граничных точек, для которых были рассчитаны значения m 0 и m 1 следующим образом:
- для первой точки – m 0 = 0,010; m 1 = 0,004;
- для второй – m 0 = 0,012; m 1 = 0,004;
- для третьей – m 0 = 0,011; m 1 = 0,005;
- для четвёртой – m 0 = 0,009; m 1 = 0,003.
Сначала вычисляются значения Mt для каждой из четырёх точек:
- M t1 = ((m 0) 2 + (m 1) 2) 1/2 = ((0,01) 2 + (0,004) 2) 1/2 = 0,01078;
- M t2 = ((0,012) 2 + (0,004) 2) 1/2 = 0,01265;
- M t3 = ((0,012) 2 + (0,004) 2) 1/2 = 0,01208;
- M t4 = ((0,012) 2 + (0,004) 2) 1/2 = 0,00949.
Ни одно из рассчитанных значений Mt не превысило 0,2 метра, следовательно, допущенные погрешности находятся в пределах допустимой нормы.
Показатели для муниципальных и государственных земель
 Определение точности измерении при геодезических работах по уточнению границ муниципальных земель, допустимое среднеквадратичное отклонение M t равно 0,1 метра для участков – частей генерального плана застройки, расположенных внутри красных линий границ муниципалитета, и 0,2 метра для участков под внутригородские личные подсобные хозяйства, не отнесённые к сельскохозяйственным территориям.
Определение точности измерении при геодезических работах по уточнению границ муниципальных земель, допустимое среднеквадратичное отклонение M t равно 0,1 метра для участков – частей генерального плана застройки, расположенных внутри красных линий границ муниципалитета, и 0,2 метра для участков под внутригородские личные подсобные хозяйства, не отнесённые к сельскохозяйственным территориям.
Государственные земли разграничиваются по решению федеральных властей и могут иметь в своём составе любые категории земель, и максимальное расхождение документально подтверждённых границ таких земель с рассчитанными при определяется согласно таблице выше.
При расчёте погрешностей государственных земель любой категории, относящихся к особо ценным землям, а также землям заповедников (кроме водного фонда), максимальное среднеквадратичное отклонение составляет 2,5 метра.
Итак, при определении границ земельных наделов в рамках межевых работ неизбежно возникают погрешности , обусловленные неточностью проводимых измерений. Величины таких погрешностей не должны превышать установленные правительством значения для каждой категории земли. Для определения погрешности используются разные методы, в зависимости от требуемой точности измерений.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter .